Technische inhaalslag; Van analoog naar servo-gestuurd
Herontwikkeling van een machine uit de jaren 70
Soms begint innovatie niet met een leeg vel papier, maar met een stapel vergeelde tekeningen. Tebulo is een leverancier van engineeringdiensten en robotica-oplossingen en bedient klanten wereldwijd vanuit twee vestigingen in de kop van Noord-Holland. Zij kregen de opdracht om een productiemachine uit de jaren ’70 opnieuw te ontwikkelen voor de productie van square format filmcassettes.
"Wereldwijd neemt de vraag naar cassettes enorm toe, de productiesnelheid moet omhoog"
Deze SQF-FPAM, oftewel de square format film production assembly machine, was oorspronkelijk analoog opgebouwd, deels uitgevoerd in inches en mechanisch aangedreven via een centrale as. Betrouwbaar voor zijn tijd, maar niet passend bij hedendaagse eisen rondom snelheid, betrouwbaarheid en continuïteit.
De vraag aan Tebulo was helder: ontwerp een kopie van de bestaande machine qua functionaliteit en processen, maar dan naar moderne standaarden, digitaal aangestuurd, metrisch uitgevoerd en voorbereid op hogere prestaties. Tebulo nam het volledige engineeringstraject voor haar rekening. Ieder onderdeel werd opnieuw uitgewerkt. Van schroefje tot module en van sectie tot complete machine.
Waar mogelijk werd de techniek verbeterd. De centrale asaandrijving maakte plaats voor mechatronische units met servo’s. Diverse servo-gestuurde units werden geïntegreerd in het hart van de machine. Wat bleef was de logica van het proces; wat veranderde was de manier van aansturing en aandrijving.
Voor de realisatie van deze machinelijn schakelde Tebulo Tuinte in.

Tebulo Engineering B.V.
Consumer Goods
Turn-key solutions, Machinebouw, Complexe onderdelenproductie
Van build-to-print naar inhoudelijke samenwerking
Op papier betrof het een build-to-print project waarbij ieder onderdeel was beschreven of ontworpen. Maar in de praktijk bleek het complexer te zijn. Om de leverdatum te halen moest er gestart worden met productie terwijl de engineering bij aanvang nog niet volledig was afgerond. Dit ontwikkelde zich parallel aan de maakfase. Dat vraagt veel meer dan alleen produceren en assembleren.
Tijdens de opbouw werd actief meegedacht over maakbaarheid, toleranties, uitlijning en volgorde van assemblage. Niet om het ontwerp te wijzigen, maar om het realiseerbaar, stabiel en reproduceerbaar te maken. De combinatie van een historische basis en moderne servo-techniek bracht specifieke vraagstukken met zich mee, zeker bij de overgang van inch naar metrisch en bij de integratie van digitale besturing in een oorspronkelijk mechanisch concept. Die dynamiek maakte dat het project zich deels ontwikkelde van build-to-print naar een intensieve en inhoudelijke technische samenwerking.
De technische opbouw
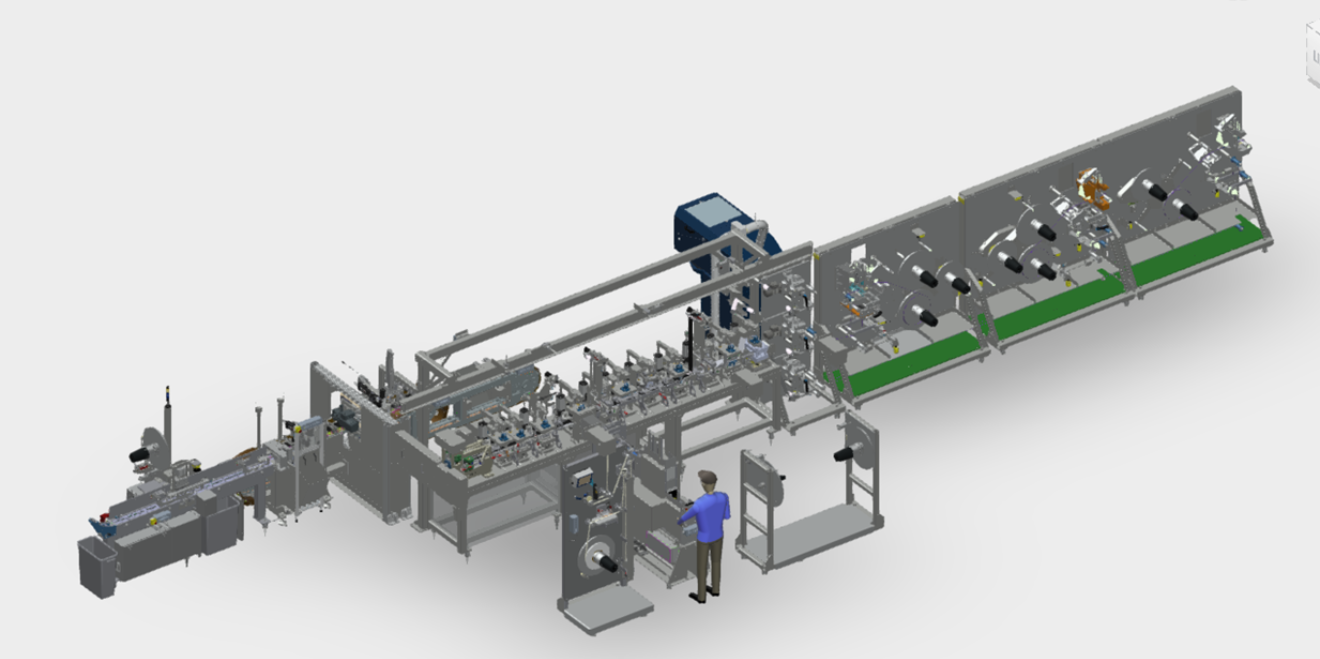
De machine bestaat uit meerdere functionele secties die als modulaire eenheden zijn opgebouwd.
Het eerste deel bestaat uit drie wikkelhouders voor drie verschillende materiaallagen. Per houder kunnen drie rollen van hetzelfde materiaal geplaatst worden. Een geïntegreerde verlijmoplossing zorgt ervoor dat een actieve rol automatisch kan worden verbonden met een reserverol. Het productieproces kan daardoor bijna ononderbroken blijven draaien — een cruciale eis voor capaciteit en betrouwbaarheid. Een geïntegreerde veerarmconstructie zorgt ervoor dat de verschillende materiaallagen continu onder gecontroleerde en gelijke spanning worden gehouden, zodat zij stabiel en consistent het verdere proces ingaan.
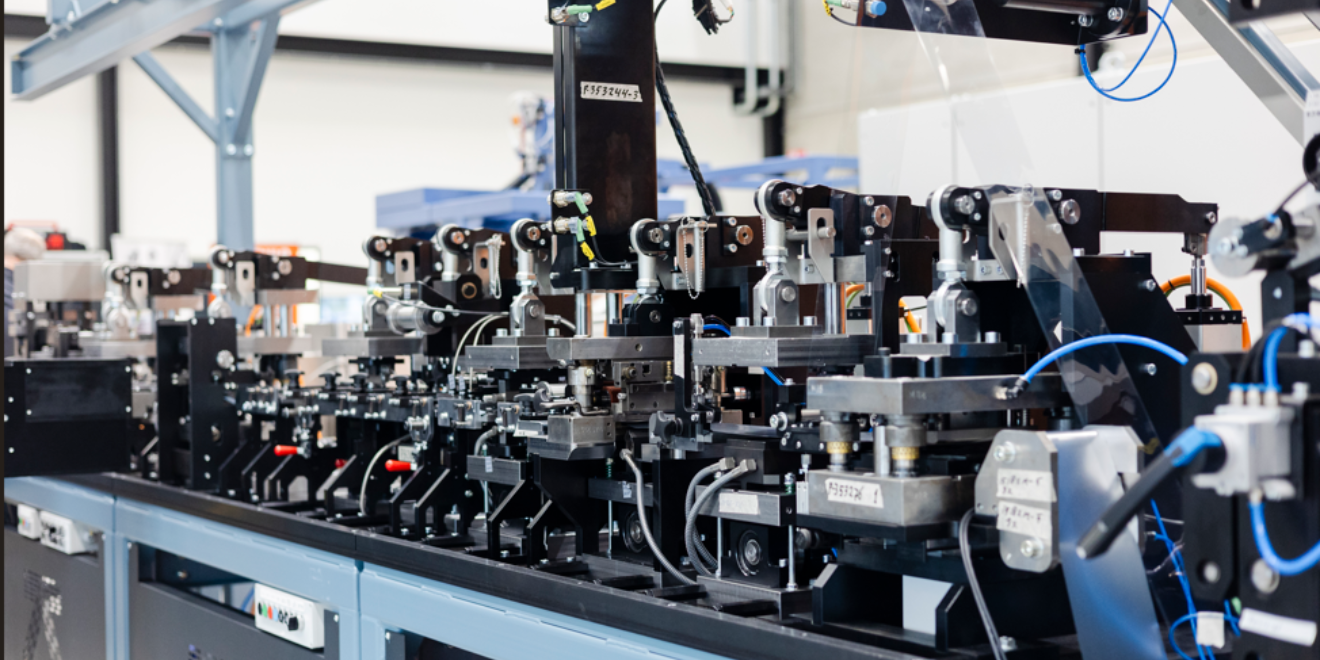
In de daaropvolgende sectie worden de lagen samengebracht en bewerkt. Hier bevinden zich een tiental servo-gestuurde units die verschillende handelingen uitvoeren. De overgang van een aandrijving met een centrale nokkenas naar individuele servo’s zorgt voor nauwkeurige controle over snelheid, positie en druk. De beoogde cyclustijd bedraagt circa 0,17 seconde per product, wat overeenkomt met een output van zes foto’s per seconde, een snelheid die alleen haalbaar is wanneer mechanica, aandrijving en besturing exact op elkaar zijn afgestemd.
Na verwerking worden de square foto’s in een cassette geplaatst. Een veermechanisme zorgt voor de juiste spanningsopbouw in de cassette, essentieel voor de werking in de camera. Vervolgens wordt de cassette afgesloten met een darkslide en gaan de cassettes richting verpakking en distributie. Het eindproduct is direct gebruiksklaar voor retail.
In totaal omvat de machine bijna tienduizend unieke onderdelen. Dat vraagt om gestructureerde documentatie en zorgvuldige vastlegging gedurende het hele traject.
Realisatie onder tijdsdruk
Half april 2025 ontving Tuinte een eerste 3D concept van het model. Op basis daarvan is direct gestart met budget calculatie. Naarmate er meer informatie beschikbaar kwam is eind mei een offerte aangeboden, ondanks dat een deel van de engineering nog in ontwikkeling was. Dat betekende dat er werd gecalculeerd en gepland op een ontwerp dat nog niet volledig was vrijgegeven — een situatie die vraagt vertrouwen en om technische kennis en flexibiliteit.
De productie van de eerste modules startte op 1 juli. Er werd begonnen met de unwind-sectie, het startpunt van de lijn. Begin augustus waren de eerste modules gereed voor montage. Vanaf dat moment werd de machine gefaseerd verder opgebouwd, waarbij assemblage, controle en afstemming van engineering parallel liepen.
Omdat ontwerp en realisatie elkaar deels overlapten, lag de nadruk sterk op communicatie tussen engineering en werkvloer. Toleranties, uitlijning en volgordes van opbouw moesten continu worden afgestemd. Elke module werd tijdens assemblage getest en gecontroleerd voordat deze werd vrijgegeven voor integratie in het geheel.
De planning voorziet in een eerste volledige oplevering eind 2025. De complete installatie wordt dan begin 2026 overgebracht naar Polaroid in Enschede, waar de definitieve montage en uitlijning plaatsvinden. Vanaf de tweede week van 2026 zijn twee monteurs structureel op locatie betrokken geweest bij installatie, afstelling en inbedrijfstelling van de machine.
Tijdens de laatste fase vindt ook de SAT plaats: het systeem wordt onder reële omstandigheden getest en geoptimaliseerd. Een bijzonder aspect hierbij is dat Polaroid rondom een deel van de installatie een doka-constructie bouwt, waar bepaalde delen van de machine in volledige duisternis opereert. Dit heeft te maken met het speciale belichtingseffect dat de instant polaroid zo bijzonder maakt. Tevens zijn er aanvullende eisen aan toegankelijkheid, positionering en servicevriendelijkheid van de installatie.
Deadline op 1 april
De uiteindelijke deadline ligt op 1 april 2026. Op dat moment moet de volledige lijn operationeel zijn en onder productiebelasting draaien. Door de combinatie van voortschrijdende engineering, gefaseerde realisatie en een vaste einddatum was technische discipline cruciaal. Alles moest kloppen voordat de installatie definitief werd vrijgegeven voor productie.

Moderne productielijn met de logica van een bewezen machineconcept
Het resultaat
Het eindresultaat is een moderne, servogestuurde productielijn die de logica van een bewezen machineconcept combineert met hedendaagse mechatronica.
De overstap van centrale asaandrijving naar onafhankelijke servo-units levert aantoonbare voordelen op:
hogere reproduceerbaarheid
betere controle over snelheid en druk
minder mechanische slijtage
meer instelmogelijkheden
hogere procesbetrouwbaarheid
De geïntegreerde rolwisseloplossing zorgt voor continue productie zonder stilstand. De modulaire opbouw maakt onderhoud en toekomstige aanpassingen beheersbaar.
Waar de oorspronkelijke machine primair mechanisch gestuurd was, is deze versie grotendeels digitaal controleerbaar en voorbereid op moderne productie-eisen.

Wat geeft project engineer Wouter Buschers energie in dit traject?
“Eerder heb ik al aan een Polaroid-project gewerkt. Die ervaring komt hier duidelijk van pas. Dit project raakt vrijwel alle disciplines binnen onze organisatie: van werkvoorbereiding tot CNC-frezen, draaien, lassen, assemblage, projectmanagement en inkoop. De uitdaging zit niet alleen in de techniek, maar juist in het samenspel.
Als al die schakels soepel op elkaar aansluiten en je ziet hoe losse modules samen één geïntegreerde productielijn vormen, dan geeft dat echt voldoening. Het is een uitdagend project, zowel qua techniek als deadline. Je moet soms creatief en flexibel zijn en intensief samenwerken met verschillende specialismen.”
Waarom Tebulo voor Tuinte koos
Voor Tebulo was dit project meer dan alleen een maakopdracht. Het vroeg om een partner die:
grote, complexe modules nauwkeurig kan assembleren
mechatronische systemen beheerst
ervaring heeft met high-mix machinebouw
onder tijdsdruk kan presteren
en engineering kan vertalen naar een stabiele, fysieke realiteit
Het vertrouwen zat in het trackrecord, de technische diepgang en het vermogen om op meerdere niveaus in de organisatie mee te denken. Een bijkomend voordeel is dat we Polaroid al kennen uit eerdere opdrachten die we voor hen mochten uitvoeren.
