Technical catch-up; from analog to servo-controlled
Rebuilding a machine from the 1970s
Sometimes innovation doesn’t start with a blank sheet of paper, but with a stack of yellowed drawings. Tebulo is a supplier of engineering services and robotics solutions, serving customers worldwide from two locations in the northern part of North Holland. They were tasked with redeveloping a production machine from the 1970s for the manufacturing of square format film cassettes.
“Worldwide, demand for cassettes is increasing rapidly, production speed needs to go up.”
This SQF-FPAM, or square format film production assembly machine, was originally built in an analog way, partly designed in inches and mechanically driven via a central shaft. Reliable for its time, but no longer aligned with today’s requirements in terms of speed, reliability, and continuity.
The assignment for Tebulo was clear: design a copy of the existing machine in terms of functionality and processes, but upgraded to modern standards—digitally controlled, executed in metric units, and prepared for higher performance. Tebulo took on the entire engineering process. Every component was redesigned, from individual screws to modules, and from sections to the complete machine.
Where possible, the technology was improved. The central shaft drive was replaced by mechatronic units with servo motors. Various servo-driven units were integrated into the heart of the machine. What remained was the logic of the process; what changed was the method of control and drive.
For the realization of this machine line, Tebulo engaged Tuinte.

Tebulo Engineering B.V.
Consumer Goods
Mechanical engineering, Producing complex parts
From build-to-print to substantive collaboration
On paper, it was a build-to-print project in which every component had been described or designed. In practice, however, it proved to be more complex. To meet the delivery deadline, production had to start while the engineering phase was not yet fully completed. Development continued in parallel with manufacturing. That requires much more than just producing and assembling.
During the build, active input was provided on manufacturability, tolerances, alignment, and assembly sequence. Not to alter the design, but to make it feasible, stable, and reproducible. The combination of a historical foundation and modern servo technology introduced specific challenges, particularly in the transition from inches to metric units and in integrating digital control into what was originally a mechanical concept. This dynamic caused the project to evolve from a build-to-print assignment into an intensive and substantive technical collaboration.
Technical build-up
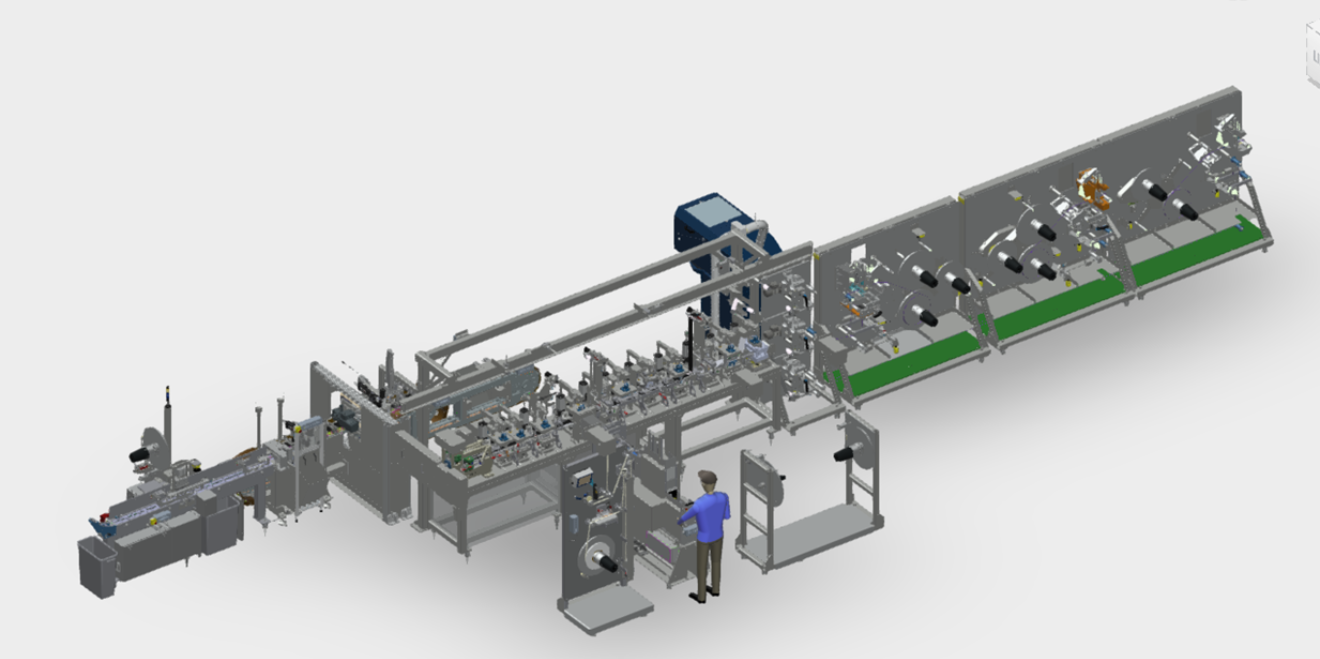
The machine consists of multiple functional sections, designed as modular units.
The first section comprises three winding holders for three different material layers. Each holder can accommodate three rolls of the same material. An integrated bonding solution ensures that an active roll can automatically be connected to a standby roll. As a result, the production process can continue running almost uninterrupted, an essential requirement for capacity and reliability. An integrated spring arm construction keeps the different material layers under controlled and equal tension at all times, ensuring they move through the subsequent process in a stable and consistent manner.
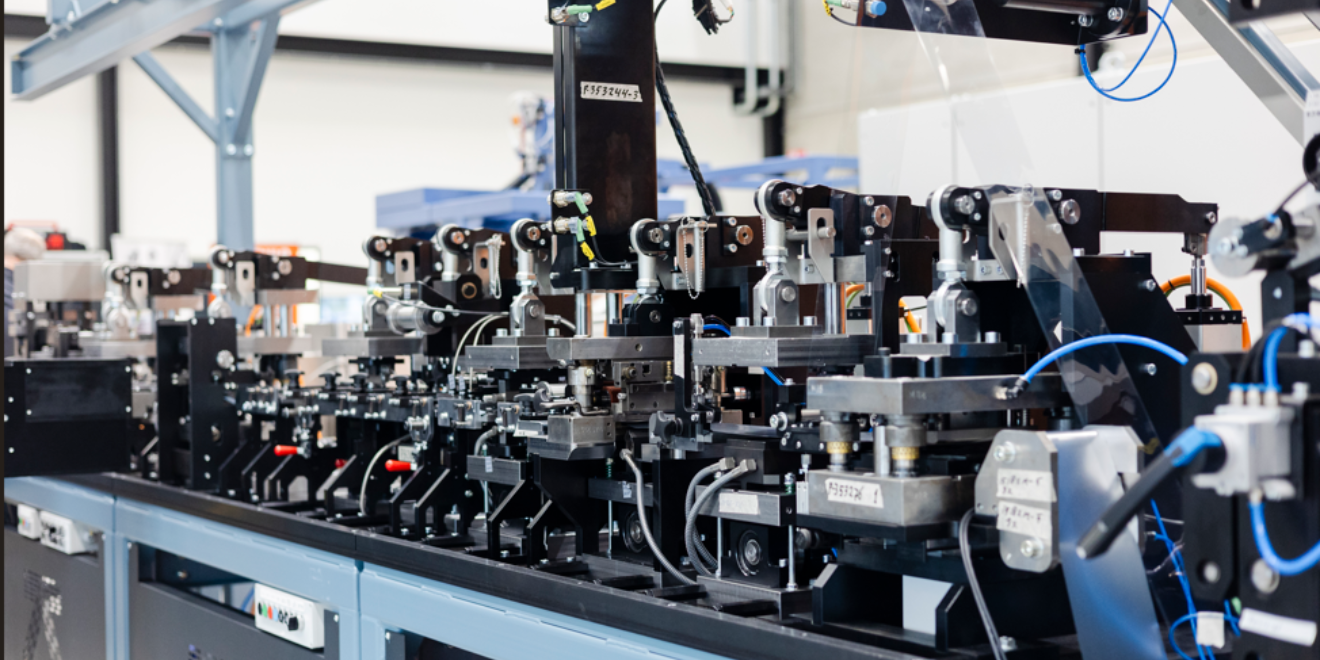
In the following section, the layers are combined and processed. This section contains around ten servo-driven units performing various operations. The transition from a central camshaft drive to individual servo motors enables precise control over speed, position, and pressure. The intended cycle time is approximately 0.17 seconds per product, corresponding to an output of six photos per second, a speed that is only achievable when mechanics, drive systems, and control are perfectly aligned.
After processing, the square photos are placed into a cassette. A spring mechanism ensures the correct tension inside the cassette, which is essential for proper functioning in the camera. The cassette is then sealed with a dark slide before moving on to packaging and distribution. The end product is ready for retail use immediately.
In total, the machine consists of nearly ten thousand unique components, requiring structured documentation and careful tracking throughout the entire process.
Realization under time pressure
In mid-April 2025, Tuinte received an initial 3D concept of the model. Based on this, budget calculations started immediately. As more information became available, a quotation was submitted by the end of May, even though part of the engineering was still in development. This meant that calculations and planning were based on a design that had not yet been fully released, a situation that requires trust, as well as technical expertise and flexibility.
Production of the first modules started on July 1st, beginning with the unwind section, the starting point of the line. By early August, the first modules were ready for assembly. From that moment on, the machine was built up in phases, with assembly, inspection, and engineering alignment progressing in parallel.
Because design and realization partially overlapped, strong emphasis was placed on communication between engineering and the shop floor. Tolerances, alignment, and assembly sequences had to be continuously coordinated. Each module was tested and inspected during assembly before being released for integration into the overall system.
The planning provides for an initial full delivery by the end of 2025. The complete installation will then be transferred to Polaroid in Enschede in early 2026, where final assembly and alignment will take place. From the second week of 2026, two engineers have been structurally involved on-site for installation, adjustment, and commissioning of the machine.
During the final phase, the SAT (Site Acceptance Test) will also take place: the system is tested and optimized under real operating conditions. A special aspect is that Polaroid will construct a darkroom environment around part of the installation, where certain sections of the machine operate in complete darkness. This is related to the unique exposure effect that makes instant Polaroid photography so distinctive. Additional requirements also apply to accessibility, positioning, and serviceability of the installation.
Deadline on April 1st
The final deadline is set for April 1, 2026. By that time, the entire line must be fully operational and running under production load. Due to the combination of ongoing engineering, phased realization, and a fixed end date, technical discipline was crucial. Everything had to be right before the installation could be definitively released for production.

Modern production line with the logic of a proven machine concept
The result
The end result is a modern, servo-controlled production line that combines the logic of a proven machine concept with contemporary mechatronics.
The transition from a central shaft drive to independent servo units delivers clear advantages:
- higher reproducibility
- better control over speed and pressure
- reduced mechanical wear
- greater adjustability
- increased process reliability
The integrated roll-change solution enables continuous production without downtime. The modular design ensures that maintenance and future modifications remain manageable.
Where the original machine was primarily mechanically driven, this version is largely digitally controllable and prepared for modern production requirements.

What energizes project engineer Wouter Buschers in this process?
“I previously worked on a Polaroid project, and that experience is clearly valuable here. This project touches nearly every discipline within our organization: from work preparation to CNC milling, turning, welding, assembly, project management, and procurement. The challenge is not just in the technology, but in the interplay.
When all those elements align seamlessly and you see how individual modules come together to form one integrated production line, that’s what truly brings satisfaction. It’s a challenging project, both technically and in terms of deadlines. At times, you need to be creative and flexible, and collaborate intensively across different areas of expertise.”
Why Tebulo chose Tuinte
For Tebulo, this project was more than just a manufacturing assignment. It required a partner that:
- can accurately assemble large, complex modules
- masters mechatronic systems
- has experience with high-mix machine building
- can perform under time pressure
- and can translate engineering into a stable, physical reality
The trust was based on proven track record, technical depth, and the ability to think along at multiple levels within the organization. An additional advantage is that we already know Polaroid from previous projects we had the opportunity to carry out for them.
